Tudástár
Hőkezelési eljárások
A hőkezelés egyfajta tulajdonságváltoztató technológiai műveletek széles spektrumának összefoglaló elnevezése. Általában az anyagokon történő különböző hőmérséklet-idő programok végrehajtását jelenti. Fémek és ötvözetek szövetszerkezetét igényeinknek megfelelően hőmérséklet hatására változtatni tudjuk, a kezelt tárgy alakjának és kémiai összetételének megváltoztatása nélkül.
1. Fémötvözetek tulajdonságainak megváltoztatása hőkezeléssel
Az anyagok tulajdonságait (mechanikai, fizikai stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismertté vált, hogy azonos kémiai összetétel mellett is változhat a fémek szövetszerkezete, ami a mechanikai tulajdonságok megváltozását is magával vonja. Ez azt jelenti, hogy a hevítési és hűtési paraméterek (sebesség, hőmérséklet, hőntartási idő) változtatásával jelentős mértékben befolyásolhatók a fémek és ötvözetek tulajdonságai a szövetszerkezet változtatásán keresztül.
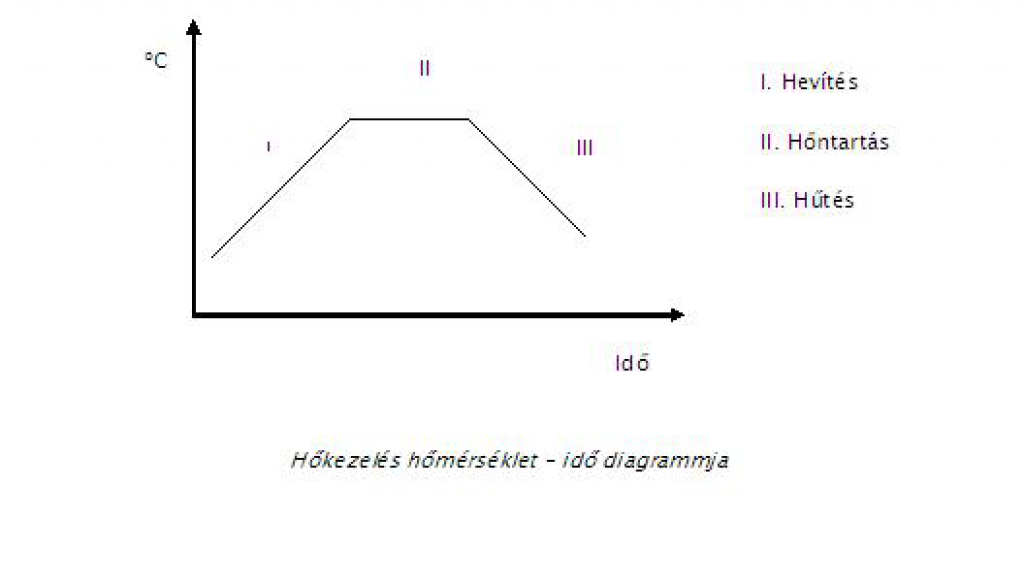
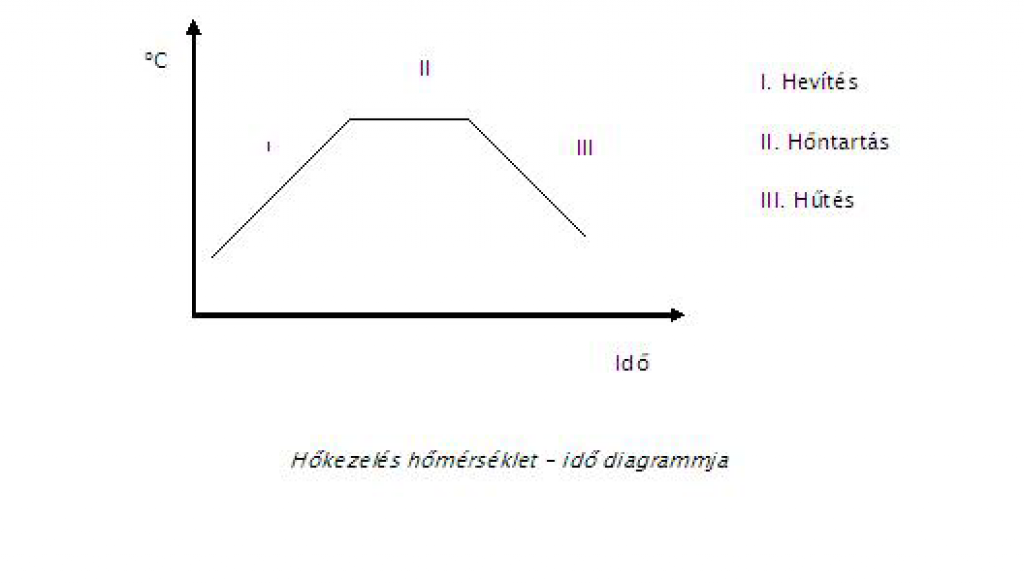
A hőbevitellel járó, szerkezetváltoztató technológiákat hőkezelésnek nevezzük, amelyek célja megfelelő tulajdonságú termék létrehozása. Hőkezeléskor a fémek vagy ötvözeteik átalakulását használjuk ki, ezért szükséges azok hőmérsékletét ismerni. Ötvözeteknél rendszerint változnak az átalakulási hőmérsékletek, az alkotók mennyiségétől függően. A hőkezelések jellemzésére ún. hőmérséklet-idő diagramok használhatók, ahol a már említett paraméterek a hőmérséklet, a hőntartási idő és a hevítés/hűtés sebessége megjeleníthetők (1. ábra). A hőkezelés teljes idejét hőkezelési ciklusnak nevezzük.
2. A hőkezelés elmélete
A hőkezelés célja a munkadarabok szövetszerkezetének, ezáltal a fizikai, mechanikai és technológiai tulajdonságainak megváltoztatása, módosítása azért, hogy azok a rendeltetésüknek megfelelő igénybevételekkel szemben ellenálljanak, a megmunkálhatóságot pedig elősegítsék.
A hőkezelési eljárások során nagyon fontos ismerni a hevítés és lehűlés során a szilárd fázisban végbemenő folyamatokat. Az acél elterjedését elsősorban hőkezelhetőségének, annak tulajdonságának köszönheti, hogy fizikai és mechanikai jellemzői széles határok között módosíthatók úgy, hogy az eljárás alatt a munkadarab alakja gyakorlatilag változatlan marad. Az acélok, mint a leggyakrabban alkalmazott szerkezeti anyagok, a szerkezetük a hőkezelési folyamatok során megváltozik. Az acélok tulajdonságai tág határok között változtathatók. Ez abból következik, hogy a hőkezelés egyes szakaszaiban a belső felépítése, kristályszerkezete átalakul.
A szén a vas legfontosabb ötvözője. Az acélok a szénen kívül egyéb elemeket is tartalmaznak, amelyek vagy a gyártás folyamán elkerülhetetlenül jutnak be, vagy tudatosan adagolják a tulajdonságaik megváltoztatására. Ha ezeknek a jelenlétük nem kívánatos úgy szennyezőknek, ha pedig javítani kívánjuk velük a tulajdonságokat, ötvözőknek nevezzük.
Az acélok szennyezői a kén, a foszfor, a fő ötvözői pedig a mangán, króm, nikkel, molibdén, vanádium, wolfram stb.
A diagramban szereplő szövetelemek:
Ferrit: tiszta vas, α-vas, 796oC-alatt mágneses
Ausztenit: γ-vas, a szenet és az ötvözőket jól oldja, jól alakítható szövetelem
Cementit: a vas és a szén vegyülete /Fe3C/ vas-karbid. Kemény, rideg szövetelem
Perlit: a ferritben elhelyezkedő cementit szemcsékből áll. Az ausztenit hűtésekor keletkezeik 723⁰C alatt.
Ledeburit: a 4.33% széntartalmú rideg, kemény ötvözet, az öntöttvas szöveteleme. Lehűtéskor 1147⁰C-on keletkezeik. Nagy mennyiségben tartalmaz cementitet.
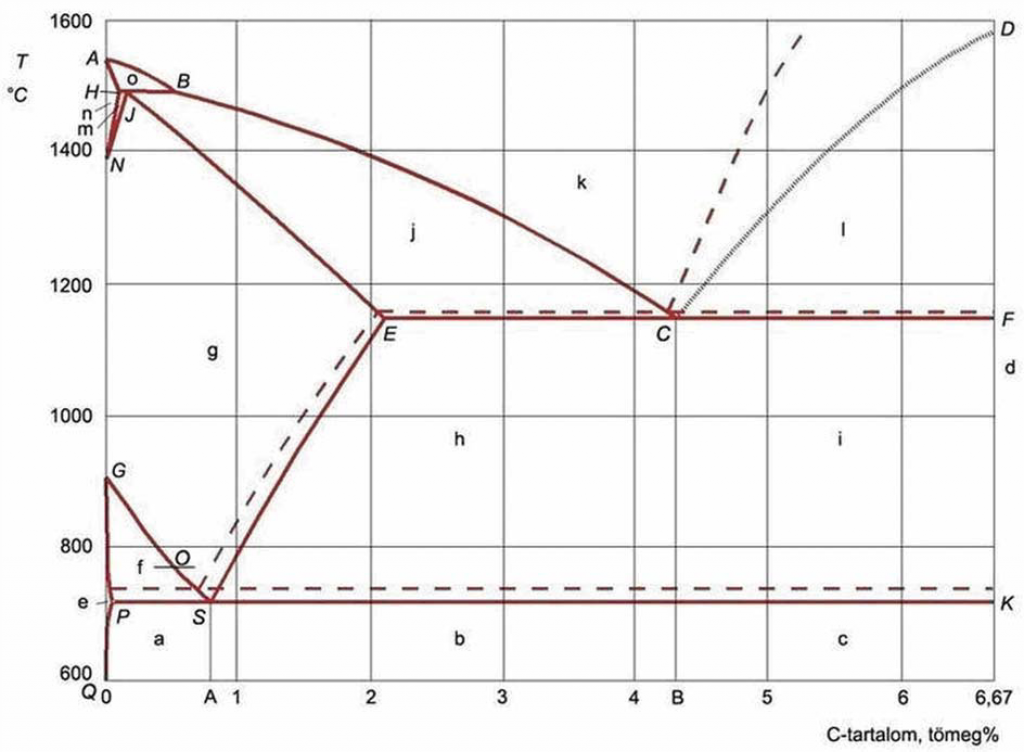
A vas-szén ötvözet egyensúlyi diagramja felvilágosítást nyújt az átalakulási hőmérsékletről és így támpontot ad az egyes hőkezelési eljárásokhoz.
A hőkezelések folyamán az acél tulajdonságai széles határok között változtathatók és erre, valamint a végrehajtás technológiájára adnak felvilágosítást a hőmérséklet - idő átalakulási diagramok, vagy a technológiai diagramok.
Hőkezelés szakaszai:
- Hevítés
- Hőntartás
- Hűtés
Hevítés: - hevítéskor a fémek kitágulnak. Fontos tehát, hogy a munkadarab felülete lassan hevüljön, a hőnek legyen ideje annak belseje felé áramlani és így kicsi legyen a hőmérsékletkülönbség. A megfelelő hevítési sebesség meghatározása mind minőségi, mind gazdaságossági szempontból lényeges feladat. Túl gyors hevítés elhúzódást okoz és repedés is keletkezik. A lassú hevítés pedig minőségileg káros, mert szemcsedurvulást idéz elő, a munkadarab felülete jobban revésedik és széntelenedik. A hevítési sebesség meghatározásához elsősorban az acél összetétele és a munkadarab méretei a mérvadóak. Az edzés hőmérsékletét az edzendő munkadarab alakja, mérete is befolyásolja. Kisebb méretű, vékonyabb élű, bonyolultabb alakú munkadarabokat mindig alacsonyabb hőmérsékletről edzünk, mint az egyszerűbb alakú, tömör darabokat (a növekvő feszültség miatt). A melegítést kezdetben lassan, később gyorsabban kell végezni; hogy a „fokozatosan emelkedő hőmérsékletet a munkadarab teljes keresztmetszetében, lehetőleg egyenletesen vegye fel
Hőntartás: - a hőntartás idejét nagymértékben befolyásolja a munkadarab geometriai mérete. Továbbá úgy kell megválasztani a hőntartás idejét, hogy az elegendő legyen az előírt hőmérséklet érték eléréséhez anélkül, hogy túlhevülne és szemcsedurvulás keletkezne.
Hűtés: - a lehűtés sebessége függ a mindenkor alkalmazott hűtőközegtől. A hűtés lehet lassú és gyors attól függően, hogy mi a hőkezelés célja.
Az alkalmazott hűtőközegek: a kemencében hagyják kihűlni a munkadarabot, hideg víz, meleg víz levegő, sófürdő, olajfürdő stb.
A hőkezelések csoportosítása többféle szempont szerint történhet.
A hőkezelés során elérhető tulajdonságváltozások szerint beszélhetünk teljes keresztmetszetre kiterjedő hőkezelésekről és felületi hőkezelésekről.
Ha egyensúlyi állapotú vagy ahhoz közeli szövetszerkezet létrehozása a cél, akkor egyensúlyra törekvő, ha attól eltérő, akkor egyensúlyitól eltérő hőkezelésről beszélünk.
Amennyiben a szerkezetváltoztatás kizárólag hő segítségével történik termikus, ha a hőközlés közben képlékeny alakváltozást is szenved a darab termomechanikus, ha a kezelés közben a kémiai összetétele is változik termokémikus a hőkezelés.
A hőkezelő eljárások többségükben a szerkezetváltoztatást célozzák meg, de előfordul, hogy a feszültségállapot változtatása a cél (pl. maradó feszültségek megszűntetése).
Hőkezeléssel nem csak a késztermék tulajdonságainak (mechanikai, kémiai, mágneses stb.) beállítása történhet. Féltermékek esetében a hőkezelés célja az, hogy az anyag további technológiákkal feldolgozható legyen.
A hőkezelés kiterjedhet az egész darabra vagy a darabnak csak egy részére (ez a rész lehet egy adott térfogat, vagy egy felület).
3. Hőkezelési eljárások
Hőkezeléssel az acélok szövetszerkezete és így az anyag tulajdonságai is megváltoznak.
A kialakuló szemcsék nagysága a hűtési sebességtől függ:
- gyors hűtés kicsi, finom szemcsék képződnek, a krisztallizáció gyorsan játszódik le, kemény, kopásálló nagy szakítószilárdságú szövetszerkezet keletkezik
- lassú hűtéskor nagy, durva szemcsék alakulnak ki, lassú krisztallizáció, lágy könnyen megmunkálható, kis szakítószilárdságú szövetszerkezet
Hőkezelési eljárásokat befolyásoló tényezők:
- hevítés hőfoka
- hőntartás ideje
- kritikus hűtési sebesség
- alkalmazott hűtési sebesség
Hőkezelési eljárások csoportosítása:
- kiegyenlítő hőkezelések
- lágyító hőkezelések
- keménységfokozó hőkezelések
- szívósságot fokozó hőkezelések
- kéregötvöző hőkezelések
A leggyakrabban alkalmazott hőkezelő eljárások:
- feszültségmentesítés,
- lágyítások,
- normalizálás,
- edzés,
- megeresztés,
- nemesítés,
- termokémiai kezelések,
- termomechanikai kezelések.
3.1. Feszültségmentesítés
Különböző technológiák hatására a gyártmányokban káros saját feszültségek keletkezhetnek, ezek hozzáadódnak az üzemi terhelés okozta feszültségekhez (ezzel csökkentik a terhelhetőséget). Továbbá a meglévő saját feszültségek miatt esetenként az alkatrész méretváltozása vagy vetemedése is bekövetkezhet.
A belső feszültségek kialakulásához leggyakrabban az vezet, ha egy darab különböző pontjaiban különböző sebességekkel hűlt le. Ez történik az öntvények dermedésekor, hegesztés során, illetve az alkatrész edzésekor. Feszültség kialakulásához vezethet a darab csak egy részére kiterjedő hidegalakítás (pl. durva forgácsleválasztás, egyengetés) is.
Feszültségmentesítő hőkezelés célja az, hogy a belső feszültségeket a szövetszerkezet megváltoztatása nélkül szüntessük meg.
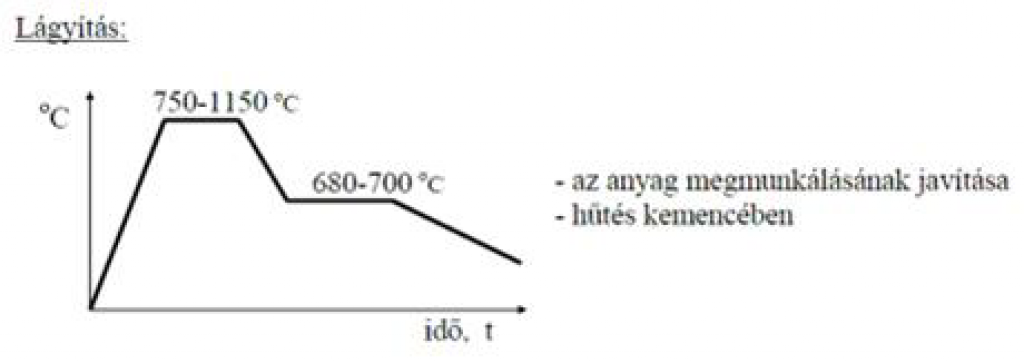
3.2. Lágyítás
Ha az acél a kívántnál nagyobb keménységű, akkor lágyítani kell a forgácsolhatóság, hidegalakíthatóság stb. érdekében.
3.2.1. ÚJRAKRISTÁLYOSÍTÓ LÁGYÍTÁS
Alacsony karbon tartalmú (C<0,4 %) acélok esetében az alakítási keményedés hatásait (szilárdság növekedése, alakváltozó képesség csökkenése) 550-700 °C tartományba hevítve távolíthatjuk el, új, deformációtól mentes szemcsék létrejötte által. A megfelelő újrakristályosítási hőmérséklet és idő több tényező függvénye (alakítás mértéke, kiinduló szemcseszerkezet stb.). Általában finomszemcsés állapot létrehozására kell törekedni. Túlságosan magas újrakristályosítási hőmérséklet, illetve hosszú hőntartási idő káros tulajdonságokkal járó szemcsedurvuláshoz vezet (szekunder újrakristályosodás).
A lágyítás sikerének ellenőrzésére keménységvizsgálat, illetve szakító vizsgálat alkalmazható. Egyes esetekben az alakíthatóságot technológiai próbákkal ellenőrzik.
3.2.2. TELJES LÁGYÍTÁS
Edzett vagy részlegesen beedződött darabok esetén célszerű lehet az egyensúlyi állapot visszaállítása, ha további forgácsolás vagy hőkezelés szükséges. Ezt teljes lágyítással lehet megvalósítani Az acélt gammaállapotnak (ausztenites) megfelelő hőmérsékletre (legtöbb esetben A3+50⁰C) hevítik, majd kemencében lassan lehűtik a gamma-alfa átalakulás befejeződéséig, kb. 600⁰C fokig. A lágyulás mértéke a hűtési sebességtől függ. Ezt követően a további hűtés levegőn történhet. A kialakult szövet közel egyensúlyi lesz. A lágyítás eredményét Brinell keménységméréssel ellenőrzik.
3.2.3. A1 HŐMÉRSÉKLET ALATTI LÁGYÍTÁS
A készre forgácsolt, de sikertelenül hőkezelt (pl. nemesített) alkatrészeket újabb hőkezelés előtt lágyítani kell. Teljes lágyítás esetén gamma-alfa átalakulás megy végbe, ami méretváltozást, illetve vetemedést okozhat. Ezen kívül a nagy hőmérséklet miatt a felületi revésedés illetve dekarbonizálódás is káros lehet. Ezek elkerülésére a lágyítást az ausztenitesedést még nem okozó, nagy hőmérsékleten végzik, hosszabb hőntartással. A lágyulás a hőntartás alatt következik be, az edzett vagy részlegesen beedződött szövet egyensúlyi irányban történő megváltozásával. A hőkezelés hatására szemcsés szerkezet jön létre. A hőkezelés sikerét Brinell keménységméréssel ellenőrzik.
3.2.4. IZOTERMÁS LÁGYÍTÁS
Néhány megmunkálást (képlékenyalakítás, forgácsolás) megelőzően izotermás lágyítást alkalmaznak. A darab teljes térfogatában azonos szövetszerkezet és azonos lemezvastagságú perlit előállítása a cél.
Ez folyamatos hűtésű technológiával nem valósítható meg. Ausztenítesítés után só- vagy fémfürdőben nagyon gyorsan hűtik le. A kialakuló szerkezetről és a szükséges hőntartási időről az izotermás C-görbék tájékoztatnak. A hőkezelés sikerét Brinnel keménységméréssel ellenőrzik.
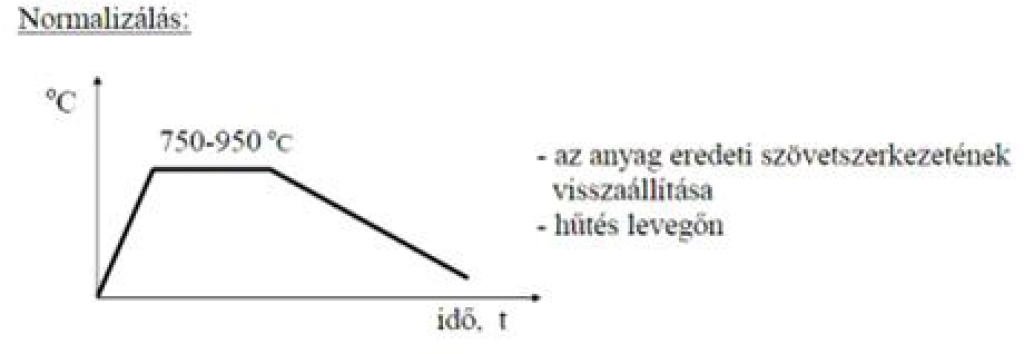
3.3. Normalizálás
A normalizáló hőkezelés ausztenitesítésből és azt követően levegőn történő lehűtésből áll. Ez ötvözetlen vagy gyengén ötvözött acélok esetében közel egyensúlyi állapotot hoz létre. A normalizálás célja egyenletes szemcseszerkezet létrehozása.
A normalizálás fő alkalmazási területe a melegalakított (kovácsolt) termékek adagon belüli tulajdonságszórásának mérséklése. Az ausztenitesítés hőmérsékletével változtatható a szemcseméret.
Normalizálást leggyakrabban az alacsony karbon tartalmú acélok esetében végzik. Hegesztett alkatrészeknél a hőhatásövezetben keletkező durva szerkezet is megszüntethető normalizálással, biztosítva ezzel a megfelelő szívósság elérését.
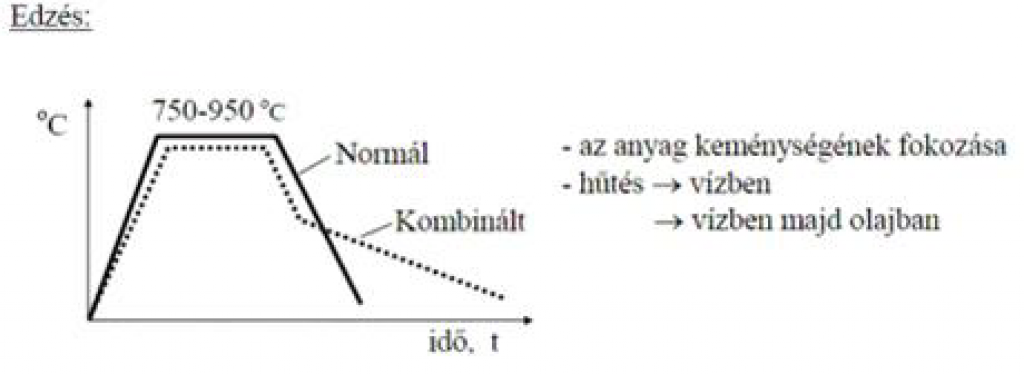
3.4. Edzés
Az edzés ausztenitesítésből és ezt követő gyors lehűtésből áll, amelynek célja a keménység, kopásállóság szilárdság növelése. Az ausztenitesités hőmérsékletét és idejét, valamint a lehűtés sebességét kompromisszumos módon lehet meghatározni, adott acélminőség és gyártmány esetében.
Ötvözetlen acélok edzési hőmérséklettartománya A3+50 °C (hipoeutektoidos acélok), illetve A1+50 °C (hipereutektoidos acélok).
Edzéssel martenzites szerkezetet hozunk létre (martenzit és bizonyos mennyiségű maradék ausztenit). Martenzit az ausztenit gyors hűtésekor keletkezik, ha az oldott szén a kritályrácsba szorul és annak feszültségét növeli, mágnesezhető,hevítve keménysége fokozatosan csökken. Az adott acélban a gyors hűtés hatására kialakult szerkezetekről a folyamatos hűtésre vonatkozó átalakulási diagramok tájékoztatnak. Az acél nagyobb keménységét vagy a hidegalakított termék alakítási keménysége okozza, vagy a melegalakítás, illetve hőkezelés lehűtése olyan sebességű volt, hogy az acél részlegesen
beedződött. Az edzés eredményességét Vickers vagy Rockwell HRc keménységméréssel ellenőrizhetjük. Az edzés hatására kialakuló keménységet az acél karbon tartalma határozza meg.
3.5. Megeresztés
A lényegében feszültségcsökkentő hőkezelés során az edzést vagy nagyobb hőmérsékletű megmunkálást követően kialakuló feszültségeket vagy a káros ridegséget szüntetjük meg.
3.5.1. KISHŐMÉRSÉKLETŰ MEGERESZTÉS
Ekkor az anyagot 150-200°C-ra hevítik, hőntartják és lassan lehűtik. A szén a martenzitből még nem tud kidiffundálni, de a feszültségek már oldódnak, ezért főleg forgácsolószerszámoknál, valamint vetemedésre érzékeny alkatrészeknél alkalmazzák, hogy a keménység megmaradása mellett csökkenjen a belső feszültség.
3.5.2. NAGYHŐMÉRSÉKLETŰ MEGERESZTÉS
Ennek során az anyagot 220-320°C-ra hevítik, hőntartják és lassan lehűtik. A szén kis része a martenzitből ki tud diffundálni. Ott alkalmazzák, ahol a keménység kismértékű csökkenése megengedhető. Ezt ellensúlyozza a szívósság nagymértékű növekedése, így a szerszámok és alkatrészek dinamikus húzó-, hajlító-, csavaró- igénybevételének jobb elviselése.
Az edzett martenzites szövet rideg. Ezt a ridegséget megeresztéssel mérsékelhetjük. A megeresztés hőmérsékletének növelésével az edzett anyag szilárdsága csökken, szívóssága nő. Hasonló hatása van a megeresztés időtartamának is. Kemény, kopásálló alkatrészek esetében a martenzites szerkezet megtartása a cél. Ilyen esetben csak olyan hőmérsékletre hevítjük a darabot, hogy a szerkezetváltozás ne következzen be, csak a saját feszültségek épüljenek le (180-200 °C). Ezt az eljárást alacsony hőmérsékletű megeresztésnek nevezzük.
A megeresztés hőmérsékletét úgy kell megválasztani, hogy azt az alkatrész működés közbeni hőmérséklete ne haladja meg. A megeresztés hőmérsékletének megválasztásával nagyon pontosan beállíthatók a szilárdsági és szívóssági jellemzők.
Megeresztés után szakítóvizsgálattal és ütvehajlító vizsgálattal ellenőrzik a hőkezelés sikerét.
A megeresztés lényege. hogy az edzett acélt ismét felhevítve (vagy ugyanazzal az edzési hővel) meghatározott ideig hőntartjuk, majd lehűtjük. Megeresztés közben csökken a keménység, a szilárdság, a szívósság pedig lényegesen növekszik. A keménység annál jobban csökken, minél magasabb a megeresztési hőmérséklet, minél hosszabb a hőntartási idő. Edzéssel és megeresztéssel az acélnak nagy szilárdságot és szívósságot tudunk biztosítani.
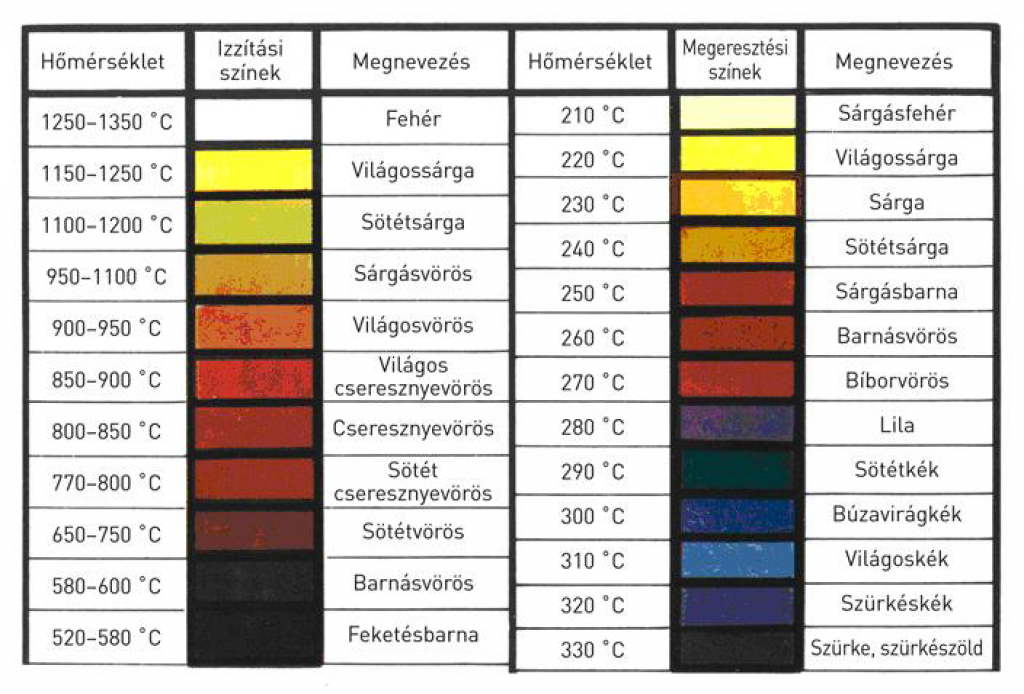
A megeresztési hőmérséklettel és a hőntartási idővel az acél szilárdsági tulajdonságai tág határok között változtathatók. Hőkezelő üzemekben az edzési és megeresztési hőmérsékletet hőfokellenőrző pirométerekkel mérik. Kovácsműhelyekben a futtatási színek segítségével következtetünk a darab hőmérsékletére.
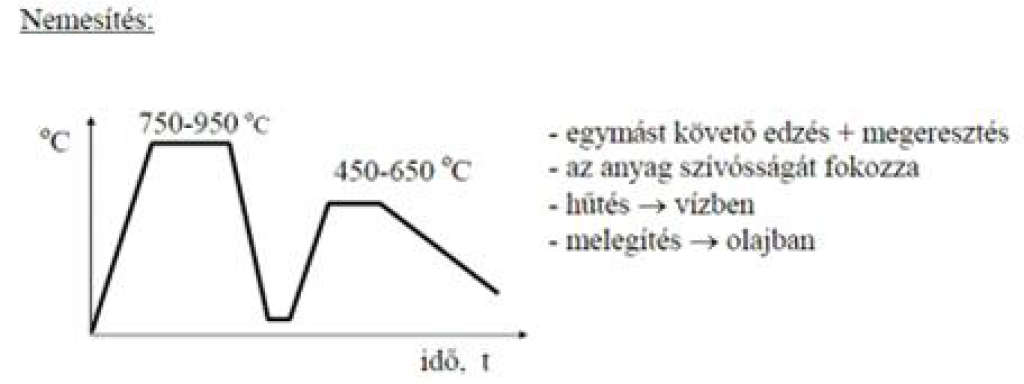
3.6. Nemesítés
A nemesítés martenzites edzésből és magas hőmérsékletű megeresztésből áll. A nemesítést 0,3 % - nál magasabb karbon tartalmú hipoeutektoidos acélokon alkalmazzák.
Ezzel a hőkezeléssel beállítható a megfelelő szilárdság-szívósság arány. A megeresztési hőmérséklet növelésével csökken a keménység és a szilárdság, ezzel szemben nő az ütőmunka és az alakíthatóság. Dinamikus igénybevételnek kitett alkatrészek esetében (törésveszély) a megeresztési hőmérséklet magasabb (600-680°C). Amennyiben magas folyáshatár elérése a cél a megeresztési hőmérséklet alacsonyabb (450-520°C). A nemesítés technológiai paramétereinek meghatározása egy optimalizálási folyamat (szilárdság-szívósság). A megeresztés idejét (1,5-2 óra) és hőmérsékletét az alkatrész igénybevétele és összetétele alapján kell megválasztani. Maximális folyáshatár érhető el az úgynevezett nemesítéssel. Nemesítés során az edzést nagyhőmérsékletű megeresztés követi.
FESZÜLTSÉGCSÖKKENTÉS
Célja az előző megmunkálások során az acélban felgyülemlett feszültségek megszüntetése. A feszültségcsökkentés az A1 átalakulási pont, rendszerint 650⁰C alatti hőmérsékleten végzik. Anélkül, hogy az acél szövetszerkezetében változás menne végbe.
FELÜLETKEZELŐ ELJÁRÁSOK
Egyes alkalmazások megkövetelik az alkatrész felületének kopásállóságát, ugyanakkor, a terhelésből adódóan, egyidejűleg követelmény a megfelelő szilárdság és szívósság. Ilyen alkalmazásra példa a belsőégésű motorok forgattyús tengelye, amely a működésből adódó igénybevételek szempontjából megfelelő szilárdságú kell, hogy legyen, az ismétlődő, fárasztó igénybevételből következően jó szívóssági tulajdonságokkal kell, hogy rendelkezzen és a tengely megfelelő pontjain a kopásállóság az irányadó szempont (siklócsapágyak kapcsolódó felületei).
A felületi hőkezelések (kérgesítő eljárások) célja kemény, kopásálló felületi kéreg létrehozása a mag szívósságának megtartása mellett.
Megkülönböztetünk:
- anyagfelvitel nélküli
- anyagfelvitellel járó felületkezelési eljárásokat (termokémiai kezelések)
A leggyakrabban alkalmazott felületkezelő eljárások közé tartozik a felületi edzés, a betétedzés és a nitridálás.
FELÜLETKEZELŐ ELJÁRÁSOK
A felületi edzés a munkadarab külső rétegének hevítéssel és azt követő gyors hűtéssel megvalósított hőkezelése. A szívós magot (szferoidit) a nemesített állapot, és szövetszerkezet biztosítja, a kemény kéreg kopásállóságát az edzett, martenzites szerkezet adja. A felület és a mag között jelentős hőmérséklet-különbségekből adódó feszültségek, amelyek 150-250⁰C közötti utólagos megeresztéssel (feszültségmentesítéssel) csökkenthetők.
Felületi edzés előtt a darabot nemesítik, majd kérgét lokálisan ausztenitesítik és edzik. A hevítésnek igen gyorsnak (néhány 100⁰C/s) kell lennie, hogy a már nemesített mag szövetszerkezete ne változzon meg közben. A lokális hevítés több módon végezhető. Az eljárások a hevítéshez használt energiaforrás szerint csoportosíthatók. Így megkülönböztetünk lángedzést, indukciós edzést, elektronsugaras edzést, valamint lézeredzést. Lángedzéskor nagyobb kéregvastagság (1,5 mm-től max. 12 mm-ig) érhető el. Indukciós edzés esetében az alkalmazott váltakozó áram frekvenciájának változtatásával szabályozható a kezelt réteg vastagsága (minél nagyobb a frekvencia, annál vékonyabb réteg hevül fel, a beedzett réteg néhány tized mm-től max. 10 mm-ig terjed).
Felületi edzéssel természetesen a nemesíthető acélokat lehet kezelni. A nemesítés eredményességét szakítóvizsgálattal és ütvehajlító vizsgálattal, az edzés sikerét pedig Rockwell keménységméréssel (HRC) ellenőrzik.
3.7. Termokémiai kezelések
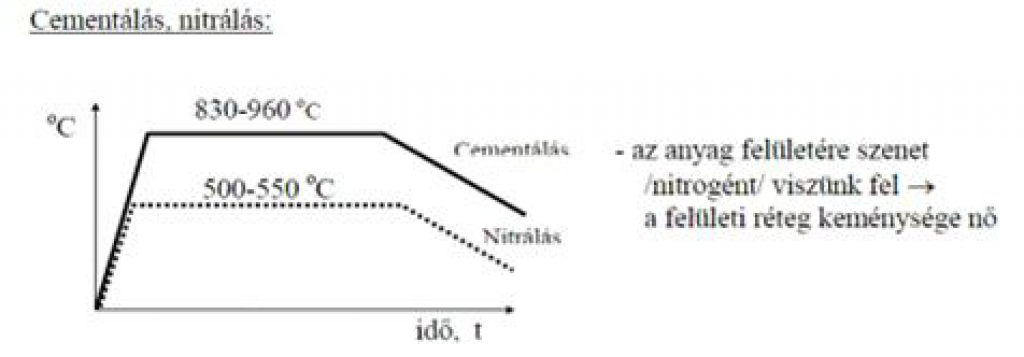
Ebben az esetben a darab felületét valamilyen elemmel (C, N, B, Si, S) diffúziósan dúsítják, tehát a mag és a kéreg különböző kémiai összetételű lesz. Ezek közül az eljárások közül legelterjedtebbek a karbon bevitellel megvalósított betétedzés, és a nitrogén dúsítással járó nitridálás.
BETÉTEDZÉS
A betétedzés lényege, hogy az alkatrész felületét karbonnal dúsítják majd az alkatrészt edzik. A darab szívóssága az acél kis karbon tartalmából adódik, a kéreg keménysége pedig az edzett, martenzites szövetszerkezetből.
A megfelelő szívósság elérése érdekében alacsony karbon tartalmú, (C<0.25%) nem edzhető acélminőségeket használnak, amelyek lehetnek ötvözetlenek vagy ötvözöttek. Ezeket az acélokat betétedzhető acéloknak nevezzük. Ötvözéssel a mag szilárdságát javítják. Az ilyen, alacsony karbon tartalmú acélok kérgébe karbont diffundáltatva - cementálás - a kéreg karbon tartalma a nemesíthető, sőt a szerszámacélokéra jellemző mértékűre növelhető (0.6%<C<1%). Ha ezt követően az egész darabot ausztenitesítik majd edzik (többféle edzésmód alkalmazható), a mag a kis karbon tartalom miatt nem edződik be, lágy és szívós marad, a kéreg pedig a karbon tartalomnak megfelelő kopásállóságú lesz.
A cementálás hőmérséklete 880-950 C (ausztenit-tartomány). A betétedzés szokásos rétegvastagsága néhány tized mm-től kb. 3 mm-ig terjed. A betétedzést megeresztés (feszültségmentesítés) követi 180-200⁰C között. A kéreg maximális keménysége általában 58-63 HRC.
NITRIDÁLÁS
A nitridálás vasötvözetek olyan termokémiai kezelése, amelynek célja a felület nitrogénnel történő diffúzió általi dúsítása. A darab magjának szilárdságát és szívósságát nemesített állapot biztosítja. A kéreg keménységét az ötövözőelemek (Al, Mo, V, Ti) nitrid vegyületei adják. A nitridálható acélok tehát nitridképző elemekkel ötvözött nemesíthető acélok. Nitridálás előtt az alkatrészeket nemesítik.
A nitridálást nitrogén leadó közegben (leggyakrabban ammónia, 2NH3 → 2N + 3H2) végzik. A nitrogén a felületbe diffundálva ötvöző nitrideket alkot. A nitridálás hőmérséklete valamivel kisebb, mint az acél megeresztési (nemesítés során alkalmazott) hőmérséklete. A nitridált kéreg keménysége meghaladhatja az 1000-1200 HV keménységet, szemben a betétedzett kérgek maximálisan 850-900 HV keménységével. Nitridálással tized mm nagyságrendbe eső kérgek alakíthatók ki.
FELÜLETKEZELT ALKATRÉSZEK MECHANIKAI TULAJDONSÁGAINAK ÖSSZEHASONLÍTÁSA
Mivel az ötvöző nitridek jóval keményebbek a martenzitnél, nitridálással érhető el a kéreg legnagyobb keménysége. A martenzit annál keményebb, minél nagyobb az ausztenit karbon tartalma, amiből keletkezett, ebből kifolyólag a betétedzett darabok kérge keményebb a felületi edzéssel létrehozott kéreggel szemben. A mag szilárdságát és szívósságát a karbon tartalom, az ötvözőtartalom és a szövetszerkezet határozza meg. Mivel a betétedzhető acélok karbon tartalma a legkisebb, ezért ezek magja rendelkezik a legkisebb szilárdsággal, viszont ebben az esetben érehető el a legnagyobb szívósság. A hűtőközeg, amelyben az acélt hűtjük, lehet víz, olaj vagy levegő, (kovács szakmában), az edzendő anyag összetételétől függően. Aszerint, hogy az acél milyen hűtőközegben válik keménnyé (martenzitessé), vízedzésű, olajedzésű vagy légedzésű acélról beszélünk. A gyakorlatban vízben eddzük a lapos kézivágót, kézi és ráverő kalapácsot stb. Olajban eddzük a gyorsacélt, esztergakéseket, laprugókat, csavarrugókat stb.
ACÉLOK EDZHETŐSÉGE
A szerszámokat többnyire acélból kovácsolják (készítik). Igen lényeges az edzhetőség fogalmának a megismerése. Edzhetőség az acéloknak az a tulajdonsága, amelynek alapján az acélt megfelelő hőfokra melegítve, majd hirtelen lehűtve, az megkeményedik.
Gyakorlatilag a 0,3% széntartalom feletti acélok edzhetők. A gyakorlatban azonban vannak olyan acélok is, amelyek a szénen kívül más ötvöző elemeket is tartalmaznak; ezek az acél edzhetőségét, az edzés sebességét és mélységét befolyásolják.
A gyakorlatban vízben eddzük a lapos kézivágót, kézi és ráverő kalapácsot stb. Olajban eddzük a gyorsacélt, esztergakéseket, laprugókat, csavarrugókat stb. A szerszámok és egyéb alkatrészek fontos tulajdonsága a keménység, szívósság, éltartósság. A nyeles-, a lapos vágó nem vágná el a ledarabolandó acélt, egy nyersen lekovácsolt kalapáccsal nem volna lehetséges a nyújtás, ha az él, a talprész lágy, nem
hőkezeljük.
A darab lehűtését a kritikusnál nagyobb sebességgel kell végezni. Mivel a martenzit képződés térfogat növekedéssel jár, a tárgyak vetemednek, esetleg repedeznek, pl. asztalos szerszámok, vonókések élei stb., ezért úgy kell a tárgyakat a hűtőfolyadékba mártani, hogy azok elhúzódása, vetemedése minél kisebb legyen: hosszú, egyenes darabokat függőlegesen, kör alakú tárgyakat mindig él irányban mártsuk a hűtőközegbe. Az izzó darab felületével érintkezve a hűtőfolyadék elgőzölög. Ezért a hűtőfolyadékban a darabot erőteljesen mozgatni kell oldalirányban, hogy a keletkező gőzbuborékok leváljanak a felületről. Így nem gátolják a hő elvezetését.
Az edzési hőmérsékletről hirtelen lehűtött szerszámok igen nagy keménységűek lesznek, ezért a keménység mellett szívósakká is kell tenni azokat. Ütéseknek, lökésszerű igénybevételeknek stb. törékenységük miatt nem tudnak ellenállni. Ezért további hőkezelésnek kell alávetni az ilyen kemény szerszámokat. Ezt az edzés után alkalmazott hőkezelést megeresztésnek nevezzük.
EDZETT SZERSZÁMOK MEGERESZTÉSE
Edzéssel és megeresztéssel az acélnak nagy szilárdságot és szívósságot tudunk biztosítani. A megeresztés lényege. hogy az edzett acélt ismét felhevítve (vagy ugyanazzal az edzési hővel) meghatározott ideig hőntartjuk, majd lehűtjük. Megeresztés közben csökken a keménység, a szilárdság, a szívósság pedig lényegesen növekszik. A keménység annál jobban csökken, minél magasabb a megeresztési hőmérséklet, minél hosszabb a hőntartási idő.
A megeresztési hőmérséklettel és a hőntartási idővel az acél szilárdsági tulajdonságai tág határok között változtathatók. Hőkezelő üzemekben az edzési és megeresztési hőmérsékletet hőfokellenőrző pirométerekkel mérik. Kovácsműhelyekben a futtatási színek segítségével következtetünk a darab hőmérsékletére.
HŐKEZELÉS KÖZBEN KELETKEZŐ HIBÁK
Amíg a megmunkálási eljárások többségénél módunk van egy művelet elvégzésének helyességét a munka közben is ellenőrizni, mérőeszközök segítségével (pl. esztergáláskor tolómérővel), hőkezeléskor csak a művelet végrehajtása után állapíthatjuk meg annak eredményességét. Ennek elsősorban az az oka, hogy ezzel az eljárással nem a munkadarab külső alakját, hanem belső szerkezetét változtatjuk meg.
AZ EDZÉSI HIBÁK A KÖVETKEZŐKBŐL ADÓDHATNAK:
- nem tartjuk be az acél minőségének megfelelő hevítési hőfokot, nem melegszik át a darab teljes keresztmetszetében;
- előfordul, hogy az edzés nem megfelelő, mert az anyag összetétele azt nem teszi lehetővé, nem edzhető anyagon akarunk edzést végezni;
- rosszul választjuk meg a hűtőfolyadékot (víz, olaj). Pl. erősen ötvözött acélból készült szerszámot vízben hirtelen lehűtünk, a darab megrepedezik;
- nem biztosítottuk a gőzbuborékok eltávozását a hűtött felülettől (nem mozgattuk a darabot), ezért nem volt tökéletes a hőelvezetés, és nem kaptuk meg a kívánt keménységet;
- edzés előtt nem tisztítottuk meg az edzendő felületeket a revétől, ez szintén rossz lehűlést eredményez;
- edzési repedések főleg az éles sarkokból, szegletekből indulnak ki, ezeket a helyeket védeni kell a gyors lehűléstől. Az edzési hőmérsékletről hirtelen lehűtött szerszámok igen nagy keménységűek lesznek, ezért a keménység mellett szívósakká is kell tenni azokat. Ütéseknek, lökésszerű igénybevételeknek stb. törékenységük miatt nem tudnak ellenállni. Ezért további hőkezelésnek kell alávetni az ilyen kemény szerszámokat.
MEGERESZTÉSI HIBÁK:
- legáltalánosabban a közvetlen megeresztési hibák keletkezhetnek, melyek kellő hozzáértéssel (futtatási szín ismerete) elkerülhetők;
- nem hagytuk az edzendő részt teljes keresztmetszetében lehűlni, vagy csak rövid részt mártottunk a hűtőfolyadékba, így a darab már a hűtőfolyadékból való kiemeléskor magas hőmérsékletet kap, azaz lágy lesz (kikékül);
- nem az acél minőségének megfelelő futtatási színre eresztettük meg az edzett részt (kemény vagy puha lesz);
- edzés után nem tisztítottuk meg megfelelően a lehűtött felületeket az oxidrétegtől, így nem tudunk következtetni, az anyag megfelelő-e (nem látható a futtatási szín);
- a helyesen megeresztett darab helytelen lehűtése még feszültségeket, repedéseket okozhat, a le nem hűtött részek még magas hőfokúak és a lehűtésnél (hirtelen hűtésnél) még keménnyé, martenzitessé válhatnak, ez törést-repedést eredményezhet;
- végül meghibásodáshoz vezethet az is, ha figyelmen kívül hagyjuk az azonos minőségű acélból, de más-más célra készült szerszámok igénybevételeit, és azonos futtatási szín alapján végezzük a megeresztést. A szerszámok valamelyike nem felel meg az előírt követelményeknek.
A hőkezelés, valamint annak ellenőrzéséhez számos anyagvizsgálati eljárás kapcsolódik. A felhasznált acélok összetételét leggyakrabban vegyi vagy spektroszkópiai vizsgálattal állapítják meg. A folytonossági hiányokat, repedéseket, zárványokat mágneses és villamos módszerekkel, röntgenezéssel, ultrahangos vizsgálattal, vagy egyszerűbb folyadékvizsgálati módszerrel vizsgáljuk.