


Lézervágás
Termikus vágási technológia
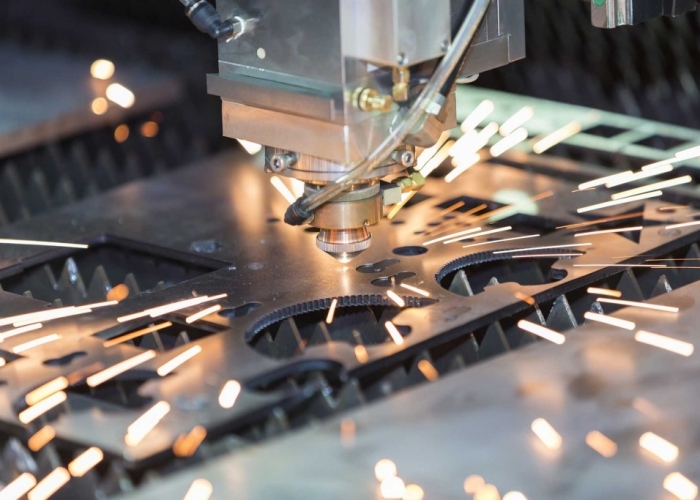
Rozsdamentes acéllemezek olvasztó vágása nagy teljesítménysűrűségű, fókuszált lézersugár segítségével
| VÁGÓASZTAL MÉRETE: | 6 000 x 2 500 mm |
| VÁGHATÓ LEMEZVASTAGSÁG: | max. 30 mm |
| MINIMUM FURAT MÉRETE: | Фmin = 0,35 x Lv (minimum 5 mm) |
| BELSŐ RÁDIUSZ NAGYSÁGA: | 0,8 – 5,0 mm (Lv függvénye) |
| VÁGÁS FERDESÉGE: | EN ISO 9013 / 4. táblázat – 1. tartomány |
| MERŐLEGESSÉGI TŰRÉS: | EN ISO 9013 / 12/a. ábra – 1. tartomány |
| VÁGÁS FELÜLETE: | EN ISO 9013 / 5. táblázat – 1. tartomány |
A lézervágás egy automatizált (CNC vezérelt) érintkezésmentes termikus vágási technológia, maximum 30 mm-es vastagságig. Kiválóan alkalmas aprólékos vágásra, nagy sebesség mellett. Ami kiemeli a többi technika közül, az a sokoldalúsága. A koncentrált fénynyaláb fizikai tulajdonságai alkalmassá teszik őt komplex forma vágására. Mivel nincs fizikai érintkezés a vágófej és az acéllemez között, ezért precíz körvonalak kialakításának lehetőségét biztosítja, így a munkadarab többi része gyakorlatilag terhelésmentes lesz.
A lézervágás elve
A lézer egy olyan fényforrás, amely indukált emissziót használ egybefüggő fénysugár létrehozására. Legegyszerűbben kifejezve, a lézer egy fókuszált (koncentrált) fénysugár. A lézervágás egy olyan termikus, gőzölögtető vágóeljárás, amelynél a vágáshoz szükséges hőenergiát egy fókuszált lézersugár biztosítja.
A lézervágás alapját egy vezetett, formált és fókuszált lézersugár képezi. A lézersugarat úgy állítják elő, hogy egy üvegcsőben áramoltatott nagy tisztaságú és kisnyomású gázt (vagy gázkeveréket) egy középfrekvenciás (1–10 kHz), nagyfeszültségű impulzusokkal gerjesztik. Az így keletkezett lézersugarat tükrökön (vetítéssel) juttatják el a vágófejhez. A vágófejben egy vagy több speciális lencse végzi a fókuszálást. A lézersugár fókuszálásával nagyon nagy teljesítménysűrűség érhető el. Amikor a sugár eléri a munkadarabot, az anyag olyan erősen felmelegszik, hogy elolvad vagy elpárolog. A teljes lézerteljesítmény ilyenkor egyetlen pontra fókuszál, melynek átmérője gyakran kevesebb, mint 0,5 milliméter. Ha itt nagyobb hőmérsékletre kapcsolunk, mint az anyag hővezető képessége, a lézersugár teljesen áthatol az anyagon, és megkezdődik a vágási folyamat. A vágás során nagyon keskeny vágási rés keletkezik (0,1 – 0,6 mm) és minimális a hő okozta alakváltozás. A lézervágás után további felület megmunkálására nincs szükség.
Lézervágás tűrése (ISH egyedi értékei alapján)
| LEMEZVASTAGSÁG | MUNKADARAB MÉRETE (mm) | |||||||
| 3 ≤ L ˂ 10 | 10 ≤ L ˂ 35 | 35 ≤ L ˂ 125 | 125 ≤ L ˂ 315 | 315 ≤ L ˂ 1000 | 1000 ≤ L ˂ 2000 | 2000 ≤ L ˂ 4000 | 4000 ≤ L ˂ 6000 | |
| Lv ≤ 10 mm | +/- 0,3 | +/- 0,4 | +/- 0,4 | +/- 0,5 | +/- 0,5 | +/- 0,5 | +/- 0,6 | +/- 0,8 |
| 10 ˂ Lv ≤ 20 mm | +/- 0,5 | +/- 0,6 | +/- 0,6 | +/- 0,7 | +/- 0,7 | +/- 0,7 | +/- 0,8 | +/- 1,0 |
| 20 ˂ Lv ≤ 30 mm | +/- 0,6 | +/- 0,7 | +/- 0,7 | +/- 0,8 | +/- 1,0 | +/- 1,6 | +/- 2,5 | +/- 2,5 |
Forgácsolási ráhagyás (ISH által javasolt értékek)
| LEMEZVASTAGSÁG | FORGÁCSOLÁSI RÁHAGYÁS |
| Lv ≤ 10 mm | + 2 mm/oldal |
| 10 ˂ Lv ≤ 20 mm | + 3 mm/oldal |
| 20 ˂ Lv ≤ 30 mm | + 4 mm/oldal |
Minimum furatátmérő (ISH által javasolt értékek)
| LEMEZVASTAGSÁG | MINIMUM FURATÁTMÉRŐ |
| Lv ≤ 15 mm | Фmin = 5 mm |
| 15 ˂ Lv ≤ 20 mm | Фmin = 7 mm |
| 20 ˂ Lv ≤ 25 mm | Фmin = 10 mm |
| 25 ˂ Lv ≤ 30 mm | Фmin = 12 mm |
A lézervágás minőségét befolyásoló főbb jellemzők
- A fókuszpozíció és fókuszátmérő
- A lézerteljesítmény
- A fúvókaátmérő
- Az üzemmód
- A vágási sebesség
- A polarizációs érték
- A vágógázok és vágónyomás
- Az anyag mikroszerkezete
- A felület minősége és érdessége
- Az anyag hővezető képessége
- Az anyag olvadáspontja
Optimális választás
- Ha fokozott minőségi és pontossági követelményeknek (± 0,1 mm) kell eleget tenni
- Ha vékony vagy közepesen vastag (0,5 – 30 mm) anyagot kell megmunkálni
- Ha bonyolult kontúrokat, éles sarkokat, keskeny hidakat tartalmazó darabokat kell kivágni
- Ha fontos a vágás merőlegessége a lemez síkjára
- Ha kis hőhatásövezet az elvárás
- Ha oxidmentes vágási felületeket szeretnénk elérni (rozsdamentes acélok vágása)
A lézervágás előnyei
- Fémes és nemfémes anyag vágására egyaránt alkalmas
- Kitűnő választás precíz és összetett kontúrok vágására
- Rendkívül rugalmas és gyors technológia
- Kiváló minőségű vágóélek és szinte merőleges vágás érhető el
- A vágott felület minősége jó, utólagos megmunkálást nem igényel
- Nincs szükség szerszámra vagy szerszámcserére
- A munkadarab vágása mechanikus érintés nélkül történik
A lézervágás hátrányai
- A vágható vastagság felső határa 30 mm (jó minőség max. 15 mm-ig)
- A 10 mm-es lemezvastagság felett lassú a vágási sebesség
- Magas szervizköltség jellemzi
- Jól képzett operátort igényel