
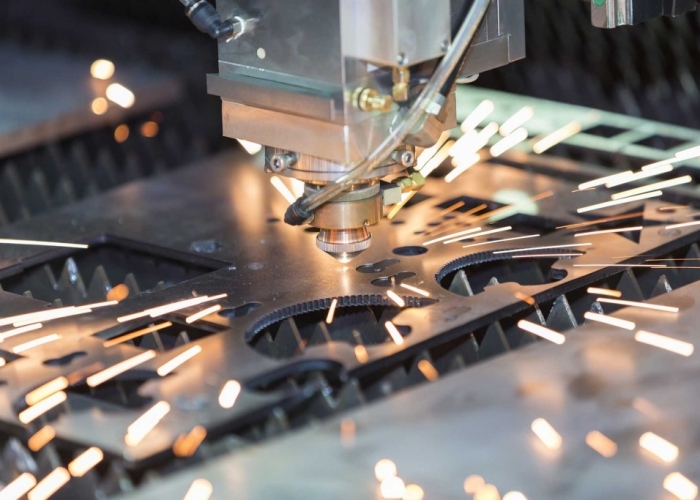


Plazmavágás
Termikus vágási technológia
Rozsdamentes acéllemezek nyers ömlesztővágása nagy hőmérsékletű,
koncentrált plazmaív segítségével
| VÁGÓASZTAL MÉRETE: | 12 000 x 3 000 mm |
| VÁGHATÓ LEMEZVASTAGSÁG: | max. 150 mm |
| MINIMUM FURAT MÉRETE: | Фmin = 1,5 x Lv (minimum 35 mm) |
| BELSŐ RÁDIUSZ NAGYSÁGA: | 5 – 18 mm (Lv és vágófej függvénye) |
| VÁGÁS FERDESÉGE: | EN ISO 9013 / 4. táblázat – 5. tartomány |
| MERŐLEGESSÉGI TŰRÉS: | EN ISO 9013 / 12/b. ábra – 5. tartomány |
| VÁGÁS FELÜLETE: | EN ISO 9013 / 5. táblázat – 4. tartomány |
| GYŰRŰ KERESZTMETSZETE: | Lv + 0,02 x külső átmérő (minimum 30 mm) |
| SÍKLAPUSÁG: | A 700x700 mm-nél nagyobb daraboknál a táblalemezzel megegyező szabvány érvényes (EN 10029). A hosszú és keskeny vágatoknál (hosszúság > 4 x szélesség) nincs érvényes szabvány a síklapuságra (torzulás léphet fel a lemezben lévő feszültségek és a hő hatására). |
A legáltalánosabban elterjedt vágóeljárás a plazmavágás. Népszerűsége elsősorban a vágás gazdaságosságában rejlik. Előnyösen alkalmazható minden elektromosan vezető anyag esetében, különösen rozsdamentes acéloknál. Ezzel az eljárással gyorsan és olcsón lehet kivágni egyszerűbb kontúrvonalú, egészen vastag alkatrészeket is.
A plazma az anyagok ionizált, termodinamikai egyensúlynak megfelelő arányban disszociált és ionizált gáz állapota. A plazma magas hőmérsékleten állítható elő (T ≥ 15 000⁰C) és igen nagy energiaszint jellemzi. A plazmavágás egy olyan termikus, ömlesztő vágóeljárás, amelynél a vágáshoz szükséges energiát, egyrészről egy nagy energiasűrűségű plazmasugár, másrészről egy elektromos ív szolgáltatja.
A plazmavágás elve
A plazma az anyagok ionizált, termodinamikai egyensúlynak megfelelő arányban disszociált és ionizált gáz állapota. A plazma magas hőmérsékleten állítható elő (T ≥ 15 000⁰C) és igen nagy energiaszint jellemzi. A plazmavágás egy olyan termikus, ömlesztő vágóeljárás, amelynél a vágáshoz szükséges energiát, egyrészről egy nagy energiasűrűségű plazmasugár, másrészről egy elektromos ív szolgáltatja.
A plazmavágásnak két változata létezik: a plazmasugaras és a plazmaíves vágás
A legáltalánosabban elterjedt a plazmaívvel történő vágás. Ennél a technológiánál az ív akkor jön létre, ha elektromos áram folyik az elektródtól (vágófej) az anód felé (elektromosan vezető munkadarab). A munkadarab megolvasztásához szükséges energiát egyrészről a plazmasugár, másrészről a villamos ív szolgáltatja. A plazmagázok a villamos ív hatására részben felbomlanak és ionizálódnak (elektromos vezetővé válnak), majd a nagy energiasűrűség és hőmérséklet (akár 30 000⁰C) következtében a hangsebesség többszörösével megindulnak a munkadarab felé. Amint a koncentrált nagyenergiájú plazmaív eléri a munkadarab felületét az atomok, és molekulák újra egyesülnek, így az ívben tárolt energia felszabadulása megolvasztja, és részben elgőzölteti a munkadarabot. Továbbá a nagy mozgási energiájú plazmasugár lehetővé teszi az olvadt rész kiszorítását a munkadarabon lévő vágási résből.
Plazmavágás tűrése (ISH egyedi értékei alapján)
| LEMEZVASTAGSÁG | MUNKADARAB MÉRETE (mm) | |||||
| L ˂ 1000 | L ˂ 2000 | L ˂ 6000 | ||||
| külső kontúr | belső kontúr | külső kontúr | belső kontúr | külső kontúr | belső kontúr | |
| Lv ≤ 30 mm | -0/+3 | -3/+0 | -0/+5 | -5/+0 | -0/+7 | -7/+0 |
| 30 ˂ Lv ≤ 60 mm | -0/+5 | -5/+0 | -0/+7 | -7/+0 | -0/+9 | -9/+0 |
| 60 ˂ Lv ≤ 90 mm | -0/+6 | -6/+0 | -0/+8 | -8/+0 | -0/+10 | -10/+0 |
| 90 ˂ Lv ≤ 150 mm | -0/+8 | -8/+0 | -0/+10 | -10/+0 | -0/+12 | -12/+0 |
Forgácsolási ráhagyás (ISH által javasolt értékek)
| LEMEZVASTAGSÁG | FORGÁCSOLÁSI RÁHAGYÁS |
| Lv ≤ 20 mm | + 4 mm/oldal |
| 20 ˂ Lv ≤ 70 mm | + 5 mm/oldal |
| 70 ˂ Lv ≤ 100 mm | + 7 mm/oldal |
| 100 ˂ Lv ≤ 150 mm | + 10 mm/oldal |
A vágás minőségét befolyásoló főbb jellemzők
- A vágandó anyag vastagsága
- A pisztoly, ill. fúvóka kialakítása
- A munkagáz fajtája és keveréke
- Az áramerősség és a feszültség
- A volfrámelektróda mérete és távolsága a fúvóka felületétől
- A fúvóka távolsága a vágandó anyag felületétől
- A vágás sebessége és iránya
- A vágandó anyag előkészítése (felületi állapot, belső folytonossági hiányok stb.)
- Az égő- és a munkadarab-távolság állandóságára (kettős ív veszélye)
Optimális választás
- Ha vastag rozsdamentes acélokat kell vágni
- Ha nem túl bonyolult alkatrészeket kell vágni
- Ha a darabok mérettűrése megengedi a nagyobb eltérést
- Ha fontos a gyors vágás és nagy termelékenység
A plazmavágás előnyei
- Gyakorlatilag minden fémes anyag vágható
- Vastag lemezeknél a leghatékonyabb vágási eljárás
- Nagy vágási sebesség és kevés mellékidő jellemzi
- Minimális előkészítési folyamatot igényel
- Működtetéséhez csupán egy operátor szükséges
- Jó az ismétlési pontossága
- A vékony lemezek vágásánál kevesebb a hőhatás
A plazmavágás hátrányai
- Nem alkalmazható precíz és összetett kontúrok vágására
- Nagyobb megmunkálási ráhagyás szükséges
- A legtöbb esetben a vágott felület utólagos megmunkálást igényel
- A vágás során hőbevitel történik (anyagszerkezeti változás léphet fel)